
在医疗产品上的应用。
我国是人口大国,并且老龄化现象越来越严重,加上过去一味的追求经济发展而对环境过度的破坏,使人们的健康问题面临着巨大的挑战,激发了整个社会对医疗产品的需求。
而医疗产品如何不断提高质量、降低成本是国内外学者一直研究的课题。医疗产品的需求量很大,并且很多产品本身的结构也很精密复杂,需要一种新的制造技术来代替传统生产,
金属粉末注射成形 (Metal Injection Molding ,MIM)是一种新型的近净成形技术,可在较短的周期内批量生产出具有复杂形状的产品,能符合医疗产品的制造要求,成为一种理想的制造方法。
1 MIM 技术1.1 MIM 技术的工艺流程
MIM 是 20 世纪快速发展起来的近净成形工艺,一般工艺过程为:粉末 + 粘结剂→混炼→注射成形→脱脂→烧结。
首先是利用高分子聚合物与粉末混合,在一定条件下混炼出具有足够的流动性、混合均匀并满足注射要求的喂料,其次是选择合适的注射温度、注射压力和注射速度等工艺参数进行注射成形,然后是脱去注射坯中的粘结剂后进行烧结,使粉末形成冶金结合,最后得到符合要求的制件。
1.2 MIM 技术的特点
MIM 是集塑料成形工艺学、高分子化学、粉末冶金工艺学和金属材料学等多学科相结合而形成的一种零部件新型近净成形技术,具有以下几个特点:
①利用 MIM 技术成形后的零件不需要后续加工或者后续加工很少,材料利用率高,属于近净成形技术,可生产高性能、形状复杂的零件。
②可以通过计算机对喂料的填充过程、制品的烧结进行模拟,可以在前期对工艺实现优化[1-2],得到最佳的设计方案。
③注射过程中腔内部各点压力相等,在喂料均匀混合的前提下各处密度也是相等的,不会出现密度梯度,易于实现规模化生产。
2 MIM 技术在医疗产品上的应用2.1 MIM 技术制造的医疗产品
医疗产品一般要求具有良好的使用性和足够长的使用寿命,并且在结构和形状设计上要有灵活的设计性[3]。
20 世纪 80 年代初期 MIM 技术首次在医疗产品得到应用,至今已经成为 MIM 市场增长最快的领域。
图 1 是 2015 年北美地区 MIM 技术在不同行业所占的比例[4]。可见,在北美地区医疗和牙科已经成为 MIM 的主要应用领域。
目前医疗用 MIM产品大部分使用的是不锈钢材料,主要牌号是 316L和 17-4PH;还有钛合金、镁合金、金、银、钽等[5]。 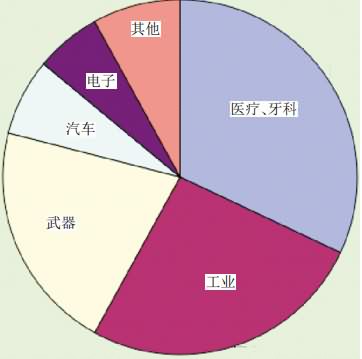
图 1 2015 年北美地区 MIM 在不同行业所占的比例
2.1.1 牙齿正畸形托槽
MIM 技术在医疗上最早是用来制取一些牙齿矫形器具,这些精密产品的尺寸非常小,生物相容性和耐腐蚀性也较好,主要使用的材料就是 316L 不锈钢,目前正畸形托槽仍然是 MIM 行业的主要产品。
德国 Forestadent 公司用 MIM 技术生产出一种双向倒勾式的正畸形托槽,机械固位力能提高30%,利用 MIM 一次成形后进行抛光,能使托槽对弓丝的摩擦力大大降低,该产品已被 BjornLudwig证实在正畸手术中具有积极作用[6]。
2.1.2 外科手术工具外科手术工具要求具有高强度、低血液污染和能够实现侵蚀性消毒程序等要求,MIM 技术的设计灵活性能够满足大部分外科手术工具的应用,同时还具有工艺方面的优越性,能够低成本的制造各种金属制品,正逐步取代传统的生产技术成为主要的制造方法。
FloMet 有限公司使用 MIM 技术开发出一种不锈钢爪[7],采用 17-4PH 不锈钢生产,密度大于 7.5g/cm3,在手术时可用来抓取人体内的物体,具有镊子的功能。其设计相当复杂,要求具有较高的生产精度。
利用 MIM 技术成形后再进行烧结,就能够达到很高的公差水平,不需要大量的后续处理工艺,避免破坏爪的线向和几何形状。
利用铸造或者机加工的方法很难来生产这种形状复杂的不锈钢爪,需要较长的生产周期,成本也高,使用 MIM 技术来制造可节约 60%的成本。
一次性的外科手术工具需要开发一种能够低成本批量生产的工艺,史密斯金属产品公司利用 MIM技术生产一种轴组件[8],应用于一种新型的一次性外科器械中,成本只有使用瑞士的数控机床加工的1/4~1/5,密度是 7.5 g/cm3,极限抗拉强度达到 1190MPa,屈服强度 1090MPa,伸长率是 6.0%,最大硬度是 33 HRC。
该产品的的制造工艺过程是:首先用MIM 技术成形 178mm 长的两个轴部件,然后将 2个部分激光焊接,再进行后续的机加工和热处理,为了达到较好的公差要求还需要进行喷丸和钝化处理。
2.1.3 膝盖植入零件
MIM 技术在人体植入领域进展的比较缓慢,主要是因为产品的认证和接受需要一个较长的周期。
目前利用 MIM 技术能够生产部分替代骨头和关节的零件,使用的金属材料主要是 Ti 合金[9]。
在生物相容性方面,陈良建等[10]用 MIM 技术制备孔隙度为60%的多孔钛,用改良冷凝聚合交联法制备明胶缓释微球并涂覆于多孔钛表面。
结果表明:明胶缓释微球涂层多孔钛无细胞毒性,可以很好的用来作为医疗植入物的材料。
加拿大 MaettaSciencesInc 公司成功利用 Ti-6Al-4V 生产出人体植入用膝盖样品零件 [11],该植入物在进入人体后主要承受压力的作用,并且要有很好的生物相容性。利用 MIM 成形后再进行热等静压,后续再进行喷丸、抛光和阳极氧化处理,以得到较好的表面性能,降低了与人体的摩擦,提高相容性和使用寿命。
2.1.4 助听器声管
MIM 技术还可用来生产各种医疗设备的零部件。
Indo-MIM 公司利用 MIM 技术为德国 Phonak公司生产一种助听器声管[12],具有提升音率和促进听力的效果。
MIM 成形后烧结就可得到这种形状复杂的助听器声管,为了使声管表面具有光洁度,后续只要再经过一道玻璃珠喷砂处理工艺就可以。
该声管的密度大于 7.65 g/cm3,抗拉强度最大能够达到480MPa,屈服强度 150MPa,伸长率是 45%,最大表面硬度 100HRB。MIM 技术与之前传统的生产工艺相比能够降低 20%的成本。
MIM 技术在医疗上还可用来生产很多产品,包括介入治疗支架、钨高密度合金注射器的防辐射屏蔽、显微外科机械手、微型泵内窥镜零件和药物吸入器等[13]。
2.2 医疗产品应用的 MIM 新技术
2.2.1 金属微注射成形
金 属 微 注 射 成 形 技 术 (metal micro injectionmolding,μMIM)是德国 IFAM 研究所开发的一种成形技术,就是将 MIM 技术有机地运用到外形尺寸达微米级零件的制备上。
通常意义上 μMIM 可用来生产的产品有两种:
①尺寸达到微米级,质量轻至几毫克的零件;
②零件的外观尺寸与传统注射成形零件的尺寸相似,但局部结构的尺寸达到微米级的带有微结构的零件。
近些年来,微注射成形成为注射成形领域的研究热点,随着现代机械向着微型化方向发展,微注射成形的应用必将越来越广泛[14]。
目前,Karlsruha 研究中心已将 μMIM 技术成功应用于医学器械微小零件的生产[15],例如分光计、滴定板等,产品的结构尺寸达到了微米级,最小壁厚为 50μm。
图 2 为德国 IFAM 公司利用 μMIM 技术生产的用于外科手术使用的缝合锚[16],它的尺寸只有火柴头大小。 
2.2.2 金属共注射成形
金属共注射成形 (metal co injection molding,Co-MIM)起源于 20 世纪 90 年代,是一种三明治式的粉末注射成形技术。
该工艺是同时或分批的将两种具有不同特性的材料注射到一个模具中,进行一次复合注射成形,它能将金属材料和一个性能完全不同的材料在同一个零部件中结合到一起。
采用这种方法能获得具有功能性和复杂形状的芯 / 壳层结构,并且不需要对制品进行如涂层、热处理和组装等的后续工艺。最终实现了一道工序可制备出功能梯度材料,极大地减少了工序,降低了成本。
Co-MIM 技术为功能零件的开发和设计提供了一种新思路。李益民等[17]已经利用 Co-MIM 技术提出一种新的生物种植结构,广泛的应用于致密的皮质骨结构和外孔内实的松质骨结构。
这种结构有利于种植骨和周围骨质结构的界面应力传递,外层多孔结构的孔隙率体积比在 5%~60%,最大的孔隙有400μm。
3 展望
根据 BCCresearch 最近对金属和陶瓷注射成形的市场研究预测,全球金属和陶瓷注射成形部件的市场价值将由 2012 年的 15 亿美元增长到 2018 年的近 29 亿美元,平均年增长率达 11.4%。
同时,随着汽车销量的下降,MIM 技术将更多的进入到医疗、航天、电子等领域。
在新版的欧洲粉末冶金行业路线图中,欧洲粉末冶金协会指出医疗市场是注射成形行业极其重要的一个部分[18]。
随着市场的不断扩大,MIM技术在医疗领域的应用将越来越深入,各种基于 MIM技术的新材料和新工艺也会不断的被开发出来。